お気軽にお問い合わせください
営業時間 / 平日9:00~17:00
名古屋周辺での部品加工におけるコスト・納期にお困りの方へ
produced by



2026年4月13日
3D CAD上で完璧なモデルを作成し、金属部品と同じ感覚で厳しい寸法公差を設定したにもかかわらず、納品された試作品の寸法が指定通りに出ていない、あるいは全体が反ってしまっている・・・
製品開発の現場において、こうした経験を持つ設計・開発担当者様は少なくありません。
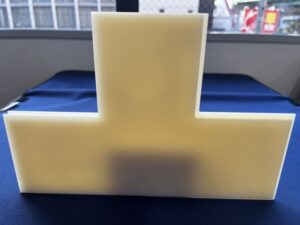
金型を用いず、材料のブロックから削り出す「樹脂の切削試作」は、量産品に近い物性テストができる非常に有効な手段です。しかし、樹脂(プラスチック)の切削には金属とはまったく異なる物理的な振る舞いがあり、それを考慮せずに図面を描くと、加工難易度が跳ね上がり、不要なコストや納期の遅れを招く原因となります。
本コラムでは、設計者が知っておくべき樹脂特有の加工特性と、試作をスムーズに進めるための公差設定のポイントについて解説します。
図面レスからのリバースエンジニアリング・試作
現物しかない」「ポンチ絵すらない」といった図面レスの製品であっても、スキャン・測定によるデータ化が可能です。測定結果をもとにしたリバースエンジニアリングから、一点ものの部品、治工具、装置機械部品などの試作製作までゼロから対応いたします。
>>名古屋図面測定サポートセンター
金属(鉄やアルミなど)と比較して、樹脂素材は柔らかく加工しやすい反面、加工中の環境や刃物の当て方によって形状が変化しやすいデリケートな性質を持っています。図面通りの精度を出すためには、以下の3つの特性を理解しておく必要があります。
上記のような特性を持つ樹脂に対して、金属部品向けの「JISの中級・精級」といった一律の一般公差を適用するのは現実的ではありません。加工コストを抑えつつ、確実に機能検証を行うためには、設計(DFM:製造容易性設計)の段階で以下の工夫を取り入れることが重要です。
有限会社パール金属では、お客様からいただいた図面をただそのまま削るだけではありません。生産技術と加工現場の深い知見を持つプロフェッショナルとして、図面から「お客様が検証したい機能」を読み取り、最適な加工ソリューションをご提案します。
当社では、寸法精度や幾何公差が要求される、さまざまな業界の樹脂テストピース製作を手掛けてまいりました。

「図面の段階で、どの程度の公差なら樹脂切削で現実的に可能なのか知りたい」「特殊な樹脂材を使用したいが、加工を引き受けてくれる業者が見つからない」・・・
試作加工に関するこうしたお悩みは、設計・開発の構想段階からぜひパール金属にご相談ください。金属加工から樹脂切削まで幅広い対応力を持つ当社が、材質選びから最適な図面指示のアドバイス、そして現物の確実な納品まで、お客様の開発サイクルを全力でサポートいたします。
>>お問い合わせはこちらから

お問い合わせ・ご相談・お見積りのご依頼は、電話またはメールフォームより承ります。
受付時間:平日 9:00 - 17:00